Nuestros aceros especiales
CONSULTA NUESTRAS TABLAS Y ENCUENTRA EL ACERO QUE NECESITAS
Aceros para trabajos en frío
Disponemos de las mejores calidades de acero para útiles de corte, cuchillas, rodillos de conformación, galgas, calibres, punzones, troqueles de estampación, conformación y embutición en frío de chapa de diferentes espesores en hierro e inoxidable para pequeñas, medianas y grandes series.
Deslizar arriba-abajo para ver el contenido de la tabla
| COAC | Equivalencias (Aprox.) | Composición química | Dureza HB | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UNE | W-Nr | DIN | AISI | C | Mn | Si | Cr | Ni | Mo | V | W | ||
PCO-42 CALIBRADO |
F-111 | 0.15 | 0.7 | 0.2 | |||||||||
F-114-N |
F-1142 | 1.1730 | C45 | 1045 | 0.45 | 0.7 | 0.3 | 200 | |||||
CEMCO (Acero de cementación en plano) |
F-155 |
1.2162 1.7131 |
21MnCr5 | P2 | 0.20 | 1.2 | 1.3 | 175 | |||||
CH.AZUL AC 85 |
1.2018 | 95Cr1 | 0.95 | 0.35 | 330 | ||||||||
ACERO PLATA |
F-5125 | 1.2210 | 115CrV3 | 1.20 | 0.7 | 0.1 | 210 | ||||||
MAGNUS-22 |
F-5229 | 1.2842 | 90MnCrV8 | O2 | 0.90 | 2.0 | 0.25 | 0.4 | 0.1 | 220 | |||
GRACO |
F-5305 | 1.2721 | 50NiCrMo7 | 0.55 | 0.6 | 0.25 | 1 | 3 | 0.35 | 240 | |||
ACCROM-21 |
F-5212 | 1.2080 | X210Cr12 | D3 | 2.1 | 0.3 | 0.3 | 11.5 | 240 | ||||
ACCROM-PLUS |
F-5211 | 1.2379M | X155CrMoV12 | D2 | 1.65 | 0.4 | 0.3 | 11.5 | 0.8 | 1 | 230 | ||
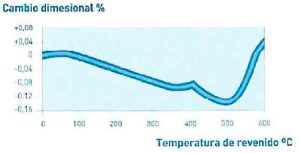
RIG-CO 250 |
0.95 | 0.5 | 0.9 | 7.8 | 2.5 | 0.5 | 220 | ||||||
CAR-RE (RECOCIDO) |
1.2358 | 60CrMoV18-5 | 0.6 | 0.8 | 0.35 | 4.5 | 0.5 | 0.2 | 220 | ||||
CAR-RE (BONIFICADO) |
1.2358 | 60CrMoV18-5 | 0.6 | 0.8 | 0.35 | 4.5 | 0.5 | 0.2 | 315 | ||||
ACPR 23-N |
F-5605 | 1.3343 | HS6-5-2 | M2 | 0.9 | 0.35 | 0.3 | 4.2 | 5 | 2 | 6.4 | 320 | |
Tabla de valores tipo. Pueden variar según calidades, tamaños y coladas. Certificado de calidad a tu disposición.
Aceros para trabajos en caliente
Variedad de aceros para moldes de inyección de plástico, zamat , aluminio, moldes para productos corrosivos como cubertería, artículos médicos, moldes de soplado, matrices de extrusión, expulsores, boquillas, ejes sufrideras, herramientas de conformar y estampación en caliente
Deslizar arriba-abajo para ver el contenido de la tabla
| COAC | Equivalencias (Aprox.) | Composición química | Dureza HB | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UNE | W-Nr | DIN | AISI | C | Mn | Si | Cr | Ni | Mo | V | W | ||
FOR-CO (RECOCIDO) |
F-528 | 1.2714 | 55NiCrMoV7 | L6 | 0.5 | 0.7 | 0.25 | 1 | 1.7 | 0.5 | 0.1 | - | 220 |
FOR-CO (BONIFICADO) |
F-528 | 1.2714 | 55NiCrMoV7 | L6 | 0.5 | 0.7 | 0.25 | 1 | 1.7 | 0.5 | 0.1 | - | 360-400 |
UTP-7 ESR |
0.38 | 0.4 | 0.6 | 5 | 3 | 0.9 | 225 | ||||||
TCA-EXCEL ESR |
F-5318 | 1.2344 | X40CrMoV5.1 | H13 | 0.39 | 0.4 | 1 | 5.3 | 1.5 | 1 | 210 | ||
DEXTER-67 |
1.2367 | X38CrMoV5.1 | 0.38 | 0.4 | 5 | 2.98 | 0.5 | 200 | |||||
UDDAX |
F-5302 | 1.2311 | 40CrMnMo7 | P20 | 0.4 | 1.5 | 0.3 | 1.9 | 0.2 | 0.1 | 300 | ||
UDDAX + S |
1.2312 | 40CrMnMoS8-6 | P20+S | 0.4 | 1.5 | 0.3 | 1.9 | 0.2 | 0.1 | S<0,05 | 300 | ||
PLAS-EXCEL EFS |
F-5303 | 1.2738 | 40CrMnNiMo8-6-4 | P20+Ni | 0.38 | 1.4 | 0.3 | 2 | 1 | 0.2 | 315 | ||
PLAS-EXCEL HH |
1.2738 HH | P20 Mod. | 0.37 | 1.4 | 0.30 | 1.4 | 1.18 | 0.54 | 0.08 | 360 | |||
| SPAC-INOX ESR | F-5263 | 1.2083 | X42Cr13 | 51.420 | 0.38 | 0.5 | 0.9 | 13.6 | 0.3 | 210 | |||
SPAC-PLUS 90 |
1.4112 | X90CrMoV18 | 440B | 0.9 | 0.5 | 0.5 | 18 | 1.1 | 0.1 | 245 | |||
BONAC-INOX |
1.2316 1.2085 |
X36CrMn17 | 0.3 | 1.35 | 0.35 | 16.7 | S 0.12 | 315 | |||||
Tabla de valores tipo. Pueden variar según calidades, tamaños y coladas. Certificado de calidad a tu disposición.

ACEROS COAC, S.L. - B50563071
Queremos ser tu proveedor de aceros. Ofrecemos a nuestros clientes servicios integrales. Nuestro objetivo es ayudarte a seguir creciendo.

Empresa
certificada
ISO 9001:2015
Dirección
Polígono San Valero, nave 28-42-43
50013 - ZARAGOZA
Horario
De 8:00h a 13:30h
De 15:30h a 18:00h
Teléfono
Asesoramiento técnico - 976 50 08 67
Comercial ventas - 976 50 12 10
Correo